Surface Finishes – what are the different standards?
So, what are the different surface finish specifications?
The different specifications are SPI, VDI and Mold-Tech. The most common specification used is SPI – the standard set by the Plastics Industry Association. Each standard has advantages and uses, such as SPI and VDI covering a glossy polished finish to a textured one, and Mold-Tech focuses more on finished textures.
SPI, which is the American standard but is also used in the UK, has four categories (A, B, C and D), from high gloss to Texture finishes. VDI is categorised by numbers from 0 to 45 and is similar to SPI, going from high Gloss to Texture finishes. Mold-Tech has four categories like SPI (A, B, C and D). Mold-Tech covers textured finishes different from other standards, such as sand, wood, polka dots, and checks.
SPI Standard Finish
As mentioned, SPI is the stand set by the plastic association and is used worldwide.
There are 12 SPI finishes grades, split between 4 categories. These range from a high-gloss to a textured finish; the grades are as follows:
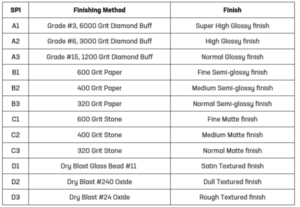
Grade A – Surface or gloss finishes are the most expensive of the four categories. They are also costly due to the hardened tool steel required to achieve this finish.
This finish is used to create a smooth surface finish. An example of a product that would use this is a lens.
Grade B – semi-gloss finish is excellent for removing machining, moulding and tooling marks that can occur in manufacturing a tool. These finishes are used for non-decorative or visually essential parts.
Grade C – is the most economical and popular surface finish for tooling. Industrial parts and consumer goods use a matte finish.
Grade D – finish is for parts without specific visual requirements. This finish is ideal for products that require a non-slip surface, such as grip handles or buttons.
VDI
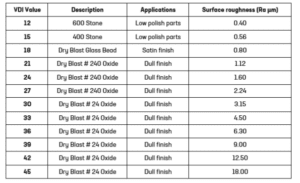
VDI (or VDI 3400) is the surface finish standard the Society of German Engineers set. Similarly to SPI, the bar is now used worldwide.
The surface finishes are categorised by numbers from 0 to 45 and go from high gloss to Texture finishes. The table below highlights the most common VDI finishes.
Mold-Tech
Mold-Tech has four categories like SPI (A, B, C and D). Each surface finish starts with MT- and a five-digit code. The A category is the most widely used texture in this standard, featuring fine to coarse matte finishes.
Mold-Tech covers textured finishes different from other standards, such as sand, wood, polka dots, diamonds, and checks.
Why would you choose a surface finish for your component?
Choosing a surface finish can be for both aesthetic and functional reasons. Surface finishes can improve the product’s appeal, making it more attractive to end-users. Additionally, surface finishes can enhance the product’s functionality by providing specific properties such as increased durability, scratch resistance, and improved grip.
Another reason is that finishes, such as paint, can be applied more quickly to a part that has a surface finish.
Every aspect, including the surface finish, must be considered when designing a component. If the surface finish is essential to the design of an element, it needs to be considered in the tool design stage, as this can influence the cost of the tooling project.
What influences the cost?
The toolmaking process applies the surface finish to the tool after any modifications or changes are completed and the component(s) are approved. Polishing is completed by hand and is a labour-intensive process.
The type of plastic material used can also affect the quality and consistency of the tooling surface finish. Some materials, such as polycarbonate or acrylic, require a higher level of polishing to achieve a smooth and even finish than other materials.
The tool steel is also important for the surface finish. If you want a glossy finish, steel with a high hardness is required.
Read more from MGS Technical Plastics here.