Data-Driven Mastery: Transforming Moulding with Absolute Variables and D3
|
Getting your Trinity Audio player ready...
|
Injection moulding is a complex process where numerous factors are interconnected. Slight adjustments can significantly impact the final product. Replicating this process on a different machine to produce identical parts presents a considerable challenge. Furthermore, the consistent use of standardised units is crucial for precision and efficiency.
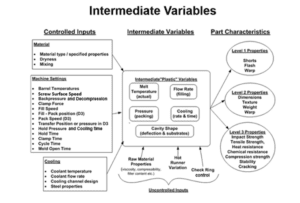
See below image for the relationship between controlled inputs, intermediate variables, and part characteristics in the injection moulding process.
Beyond the numerous controlled and uncontrolled variables, moulders often grapple with fundamental process questions. These include optimal filling speed, the number of injection stages, desired part fullness at transfer, and effective packing strategies.
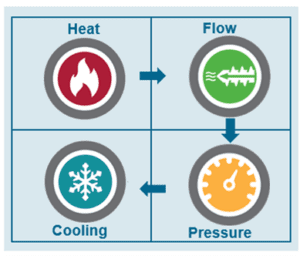
To simplify the process, we can concentrate on factors that directly impact the molten plastic. These are commonly referred to as the “Four Plastic Variables” by RJG.
Machine settings directly impact the four critical plastic variables. However, without precise measurement tools, it’s challenging to ensure that these settings accurately translate into desired results.
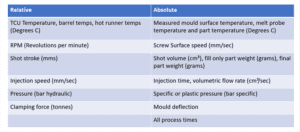
Additionally, units used to record data can vary between machines, complicating comparisons. In injection moulding we can use either ‘Relative Variables’ (relevant only to a specific machine) or machine independent variables (MIVs) also known as ‘Absolute variables’. See below table:
Ideally, process outputs should be measured directly rather than relying solely on input settings. Understanding what occurs within the mould cavity remains a challenge due to limited measurement capabilities. Direct measurement of process outputs, such as cavity pressure and temperature using sensors, provides invaluable real-time data. While machine settings are relative, cavity measurements provide absolute data applicable to any injection moulding machine.
A significant challenge in injection moulding is the inconsistency between process development efforts. Different technicians working on the same mould and machine often produce varying process settings, leading to disparities in part quality and dimensions.
Implementing standardised process development protocols and utilising absolute values, complemented by in-mould sensors, can effectively address this challenge.
For example, back pressure is a fundamental process parameter essential for consistent moulding.
Optimising back pressure based on hydraulic pressure without converting to a specific pressure unit can lead to significant process instability when transferring a mould from a hydraulic to an electric machine.
Accelerating Time-to-Market: MIV-Driven Success
A compelling example of the power of MIVs and data-driven injection moulding comes from a 2016 collaboration between RJG and a consortium of medical device OEMs (Jabil, Becton Dickinson, Terumo, Teleflex, and Eli Lilly).
The challenge was to transfer a complex 16-cavity mould process between multiple injection moulding machines while maintaining consistent part quality. By utilising part process MIVs and cavity pressure templates, the consortium successfully validated the process across four different machine models.
The results were astonishing. Traditional IQ/OQ validation processes that typically take weeks or even months were reduced to mere days.
This case study underscores the transformative potential of MIVs and data-driven approaches in the injection moulding industry. By standardising processes and leveraging real-world data, manufacturers can achieve unprecedented levels of efficiency and quality. See below table for a comparison of the traditional validation approach vs the MIV ‘Part Process’ approaches.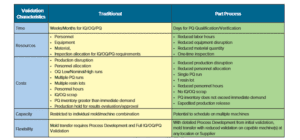
A Roadmap to MIV Success
To fully realise the potential of Machine Independent Variables (MIVs), moulders must adopt a strategic approach. This involves:
- Leveraging simulation and training: Optimise processes using MIV-based settings, reinforced by comprehensive training programs.
- Developing actionable MIV graphs: Create clear visual representations of MIV data, linking specific part defects to process parameters.
- Accelerating validation: Streamline process validation through standardised MIV templates.
- Integrating in-mould sensors: Capture real-time process data for creating templates.
By adopting these strategies, moulders across all sectors can unlock significant improvements in product quality, efficiency, and profitability. From medical devices to automotive components, the principles of data-driven injection moulding are universally applicable.
The benefits extend beyond the bottom line, as enhanced product performance and reduced environmental impact become increasingly important to consumers and regulators alike.
The Future of Moulding: Data-Driven Precision and Automation
Data will drive the future of injection moulding. By incorporating in-mould sensors, manufacturers can revolutionise their processes. These sensors capture real-time data on critical process parameters, enabling automated adjustments to machine settings for consistent, high-quality parts.
This shift towards a sensor-driven, AI-powered approach represents a paradigm change. Rather than relying on operator experience and trial-and-error, moulders can achieve unprecedented levels of process control and part consistency.
D2 and D3 Processes: A Comparison
Implementing a cavity pressure-controlled velocity to pressure (V/P) switchover setting on the injection moulding machine using RJG’s Decoupled III (D3) process is crucial for achieving consistent, low-defect moulding. This approach enables automated process compensation for material and machine variations, delivering superior part quality.
The injection moulding process can be significantly enhanced through decoupled methods, which separate the various stages of the cycle.
Decoupled 2 (D2) Process
Standard injection moulding machines typically employ a Decoupled 2 (D2) process, dividing the injection cycle into two distinct phases: fill and hold.
Fill phase: Primarily controlled by injection speed, with pressure used to achieve desired fill time up to the transfer point controlled by screw position.
Hold phase: Controlled by pressure and time, with speed typically not active.
In the D2 process, packing relies only on pressure control in the hold phase therefore speed of packing is subject to uncontrolled fluctuation due to material viscosity changes.
Understanding the D3 Process
Decoupled Moulding III (D3) revolutionises the injection moulding process by dividing it into three distinct stages: fill, pack, and hold. Unlike traditional methods that rely heavily on pressure control for packing, D3 leverages speed to precisely control both the filling and packing phases. This innovative approach enhances process stability, reduces scrap rates, and delivers superior part quality.
Fill phase: Primarily controlled by injection speed, fill level typically 90 to 95%.
Pack phase: Controlled by a profiled injection speed, typically 10 -15% of fill phase speed up to a transfer point controlled by the desired cavity pressure value.
Hold phase: The third and final stage concentrates solely on maintaining part integrity by using pressure to hold the material ensuring a secure gate seal to prevent flash or short shots.
By independently managing each stage, D3 offers greater flexibility and control over the moulding process, enabling manufacturers to optimise production efficiency and meet the most demanding product specifications.
A key innovation of the D3 process is the use of cavity pressure as a trigger for the transition from filling to holding, rather than relying on screw position. This shift from input-based to output-based control significantly enhances process precision.
Benefits of the D3 process include:
- Accelerated cycle times
- Reduced scrap rates
- Enhanced process control for challenging applications (e.g., thin-wall, tight tolerances)
- Improved part consistency
Potential drawbacks for D3:
- Higher initial investment in equipment and training
- Ongoing equipment maintenance requirements
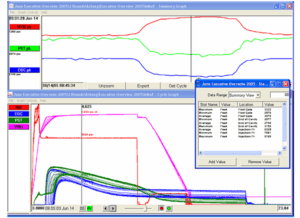
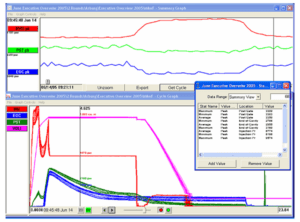
Case study – D2 vs D3 process
Decoupled 2 Process shows a 39% variation in cavity pressure at end of fill over 68 shots
Decoupled 3 Process shows a 12% variation in cavity pressure over 68 shots
By adopting a data-driven, process-centric approach to injection moulding, manufacturers can significantly enhance product quality, efficiency, and consistency. The D3 process, coupled with advanced sensor technology and standardised MIV methodologies, offers a pathway to achieve these goals. Through meticulous data collection, analysis, and process optimisation, the industry can move towards a future of predictive and self-correcting manufacturing systems.
While the initial investment in technology and expertise may be substantial, the long-term benefits in terms of reduced scrap, improved product quality, and increased productivity far outweigh the costs.
By embracing these advancements, moulders can position themselves at the forefront of the industry, delivering superior products and gaining a competitive edge.
Read more from RJG here.
![]()
RJG
+44 (0)1733 232211
Website
Email